產品類別:杯突及板材成形試驗機
產品名稱: GBS-100型自動杯突及板材成形試驗機
GBS-300A型自動杯突及板材成形試驗機
產品制造標準:
1、GB4156-84《金屬杯突試驗方法》
2、GB5125-85《有色金屬沖杯試驗方法》
3、GB/T15825.1~15825.8--1995《金屬薄板成形性能與試驗方法》,
4、GB2611-92《試驗機通用技術要求》
一、主要用途和適用范圍
沖壓生產是塑性加工的基本方法之一,它廣泛的應用于航天航空,運輸機械行業,以及電子電器等。作為被加工的板材,它的沖壓性能直接影響到產成品的質量以及生產效率。不同的沖壓工藝,板材的應力狀態、變形特點以及變形區與傳力區之間的關系將各不相同,所以對于板材的沖壓性能要求也不同。為了便于研究各種沖壓工藝對板材性能的要求,根據變形區的應力應變狀態將沖壓工藝歸類為以拉伸為主的變形方式和以壓縮為主的變形方式。
本試驗機是用來對金屬薄板和帶材進行拉伸性工藝試驗的設備。檢驗金屬薄板和帶材在試驗過程中的塑性變形性能也可以測定金屬薄板脹形性能指標。檢驗有色金屬薄板的各向異性的功能。
配置相應的模具可進行相應的金屬薄板成型試驗。對于金屬薄板沖壓成形過程中抵抗破裂的能力進行檢測。根據基本沖壓成形方式,可進行:
1、軸對稱拉深試驗;
2、擴孔試驗;
3、錐杯試驗;
4、凸耳試驗;
5、剛性脹形試驗;
杯突試驗,即用一定規格的鋼球或球狀沖頭,當試樣周邊施加有一定夾緊力的壓力時,鋼球或球狀沖頭向試樣施加壓力,直到試樣產生穿透裂縫為止,此時沖頭壓入深度(mm),即為被試板材的杯突值IE,此杯突值用來判斷材料的塑性變形性能.
有色金屬沖杯試驗,即用一定規格的圓柱形沖頭,將一定外徑的圓片形試樣壓緊與夾模與沖杯模之間,在沖頭施加的壓力作用下,沿徑向產生延伸及彎曲塑性變形而一次拉延成圓柱杯,此時杯子的邊緣形成凸耳狀突起,測量并計算凸耳特性指標凸耳率e來判定材料的各向異性.
板材成形試驗,可分別測定金屬薄板脹形性能指標杯突值IE(執行GB-4156),測定拉伸性能指標極限拉伸比LDR或者載荷極限拉伸比LDR(T),測定擴孔性能指標擴孔率λ,測定“拉伸+脹形”復合成形性能指標錐杯值CCV,測定特定成形性能指標凸耳率e,測定表面極限主應變量以便測量繪制板材成形極限圖(FLD)。
二、設備型號與主要技術參數
1,GBS-100型自動杯突與板材成型試驗機主要技術參數
序號 技術規格名稱 技術規格 備注
|
序號
|
技術規格名稱
|
技術規格
|
備注
|
|
1
|
標準杯突試驗板材厚度
|
0.2—3mm
|
極薄板材規格0.2mm
|
|
2
|
非標準杯突試驗板材厚度
|
0.2—4mm
|
|
|
3
|
板材最大寬度
|
100mm
|
|
|
4
|
沖頭最大行程
|
60mm
|
|
|
5
|
夾緊活塞行程
|
19-21mm
|
|
|
6
|
最大沖壓負荷
|
100KN
|
|
|
7
|
最大夾緊載荷
|
40KN
|
|
|
8
|
變形測量精度
|
1%
|
|
|
9
|
負荷精度
|
±1%
|
|
|
10
|
標準杯突沖頭規格
|
SΦ20±0.05
|
ф27±0.05mm
|
|
11
|
非標杯突沖頭規格
|
Sф15±0.05mm Sф8±0.02mm
Sф3±0.02mm
|
特殊訂貨
|
|
12
|
有色金屬沖杯模具
|
板厚:0.1-3mm
|
特殊訂貨
|
|
13
|
凸模漲形模具
|
φ50mm
|
板厚>0.91-1.3mm
板厚0.45-0.64mm
板厚>0.64-0.91mm
|
|
14
|
拉伸試驗模具
|
φ50mm
|
板厚>0.91-1.3mm
板厚0.45-0.64mm
板厚>0.64-0.91mm
|
|
15
|
擴孔試驗模具
|
φ25-0.05 mm
φ40-0.05,mm
|
板厚>1.00-2.00mm
板厚0.20-1.00mm
|
|
16
|
錐杯試驗模具
|
φ12.70,mm
φ17.46,mm
|
板厚0.5-<0.80mm
板厚0.8-<1.00mm
|
|
17
|
凸耳試驗模具
|
φ32-0.05mm
|
板厚0.1-2.00mm
|
2,GBS-300型自動杯突與板材成型試驗機主要技術參數
序號
|
技術規格名稱
|
技術規格
|
備注
|
|
1
|
標準杯突試驗板材厚度
|
0.45-4mm
|
極薄板材規格0.1mm
|
|
2
|
非標準杯突試驗板材厚度
|
0.45-4mm
|
|
|
3
|
板材最大寬度
|
180mm
|
|
|
4
|
沖頭最大行程
|
100 mm
|
|
|
5
|
夾緊活塞行程
|
21-31mm
|
|
|
6
|
最大沖壓負荷
|
300KN
|
|
|
7
|
最大夾緊載荷
|
100KN
|
|
|
8
|
變形測量精度
|
1%
|
|
|
9
|
負荷精度
|
±1%
|
|
|
10
|
標準杯突沖頭規格
|
SΦ20±0.05
|
ф27±0.05mm
|
|
11
|
非標杯突沖頭規格
|
Sф15±0.05mm Sф8±0.02mm
Sф3±0.02mm
|
特殊訂貨
|
|
12
|
有色金屬沖杯模具
|
板厚:0.1-4mm
|
特殊訂貨
|
|
13
|
凸模漲形模具
|
凸模:φ50mm
凹摸內徑φ51.8mm
φ52.56mm
φ53.64mm
φ55.20mm
φ57mm
|
板厚0.45-0.64mm
板厚>0.64-0.91m
板厚>0.91-1.3mm
板厚>1.3-1.86mm
板厚>1.86-2.50mm
|
|
14
|
拉伸試驗模具
|
凸模:φ50mm
凹摸內徑φ51.8mm
φ52.56mm
φ53.64mm
φ55.20mm
φ57mm
|
板厚0.45-0.64mm
板厚>0.64-0.91mm
板厚>0.91-1.3mm
板厚>1.3-1.86mm
板厚>1.86-2.50mm
|
|
15
|
擴孔試驗模具
|
凸模:φ25mm
φ40mm,φ55mm
凹摸內徑:φ27 mm φ44 mm φ63 mm
|
板厚0.20-1.00mm
板厚>1.00-2.00mm
板厚>2.00-4.00mm
|
|
16
|
錐杯試驗模具
|
凸模φ12.70,mm
φ17.46,mm
φ26.99 mm
φ20.64,mm
|
板厚0.5-<0.80mm
板厚0.8-<1.00mm
板厚>1.00-2.00mm
板厚>2.00-4.00mm
|
|
17
|
凸耳試驗模具
|
凸模φ32-0.05mm
凹摸內徑:
φ32.28,φ32.35,φ32.43,φ32.50,φ32.60,φ32.75,φ32.90,φ33.05,φ33.20,φ33.35,φ33.50,φ33.80,φ34.10,φ34.50,φ35.00,φ35.60,φ36.30,φ37.00,φ38.50,φ39.80。
|
板厚0.1-3.00mm
|
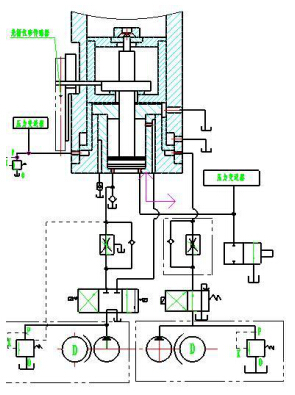
三、主要結構與工作原理
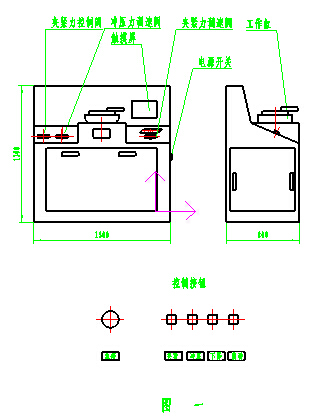
本機采用液壓夾緊、沖壓,沖壓速度可預先調定,也可手動控制,杯突模具裝卸試樣方便,試樣送入后,按自動按鈕即可完成夾緊、沖壓,試樣出現裂紋自動停車,并且易于觀察裂紋,有峰值記憶功能,即最大沖壓力、變形高度自動記憶。變形深度、沖壓力顯示可采用數顯儀表,觸摸屏或者計算機顯示,按鍵操作,可預先設定變形深度值。該機可配置簡單數顯,觸摸屏顯示,計算機控制等多種顯示方式.
1、試驗機控制原理
本試驗機現采用數顯裝置顯示夾緊力值、沖力值、杯突值。能對兩組壓力傳感器、一組位移傳感器信號采集與顯示,為方便用戶使用,另配有一套手動按鍵,也可進行操作。根據用戶需要,該機還可配置微機進行操作及數據的采集。型號為GBS-60W微機控制自動杯突試驗機。
2產品特點:
(1)試樣變形、沖壓負荷XLCD觸摸屏顯示(或計算機顯示)
(2)峰值記憶功能
(3)具有板材出現裂紋自動停車功能
(4)夾緊負荷壓力調整
(5)拉伸深度(杯突值),采用光柵尺(位移傳感器),其讀數分辯率可達0.01mm。
(6)夾緊負荷壓力觸摸屏顯示
(7)翻轉式夾具,使沖頭更換方便、試樣裝卸很方便
(8)該機另配有手動操作按鍵一套
(9)根據用戶選擇,該機可帶計算機接口(485),計算機操作系統以及專用測控軟件
(10)試驗機機外形尺寸 <1300mm×800mm×1300mm(供參考) |



